Think about the last time you sat on a sofa, worked at a computer, drove a car, or walked into a commercial building. Every one of those environments contained materials that could fuel a fire — plastics, foams, textiles, insulation, wiring. The reason those materials do not ignite easily, or spread flame rapidly when they do, is Fire Retardants: chemical compounds that are quite literally designed to buy you time in the event of a fire.
In this guide, we will explain what Fire Retardants are, how they work at a chemical level, the different types available, where they are used, what safety standards govern them, and how to choose the right one for your application. Whether you are a materials engineer, a product safety manager, or a procurement specialist sourcing fire-safety additives, this article is built to help you make informed decisions.
What Are Fire Retardants?
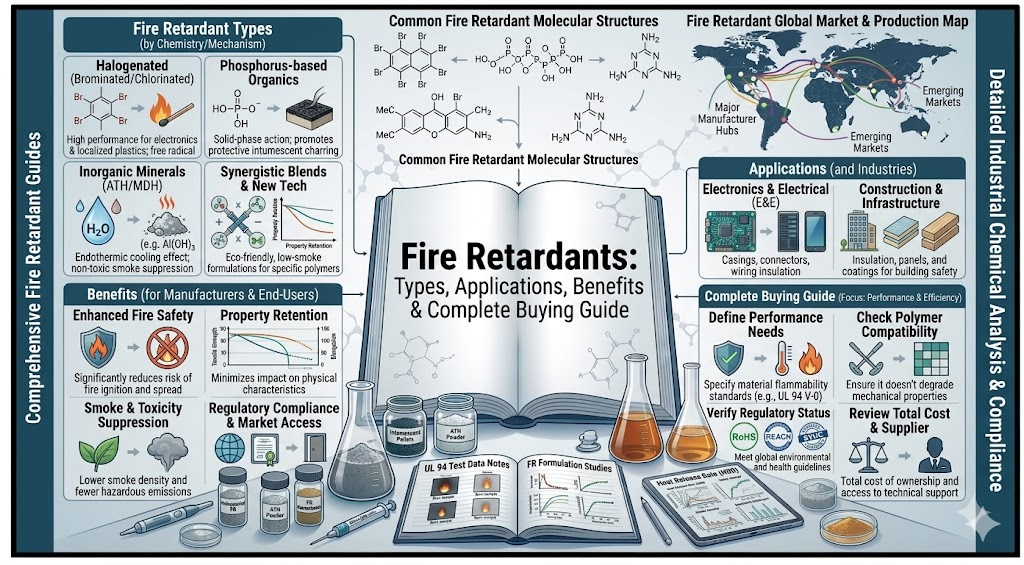
Fire Retardants are chemical compounds that are added to or applied onto combustible materials — plastics, wood, textiles, foams, coatings, and composites — to reduce their tendency to ignite, slow the rate of flame spread, and suppress the generation of toxic smoke and gases during combustion.
It is important to understand what Fire Retardants do not do: they do not make materials fireproof. No additive can achieve that for an inherently combustible material. What they do is delay the critical early stages of a fire, giving occupants more time to escape and firefighters more time to respond. In a building fire, those extra minutes can mean the difference between a near-miss and a tragedy.
How Fire Retardants Work
Fire retardant chemicals work by interfering with the combustion process at one or more stages. The four primary mechanisms are:
Gas-phase action: The fire retardant releases active chemical species (phosphorus radicals or halogen radicals) that capture the highly reactive H· and OH· radicals that sustain the combustion chain reaction. Without these radicals, the flame cannot propagate.
Condensed-phase char formation: The fire retardant promotes the formation of a stable carbonaceous char layer on the material’s surface. This char acts as a physical and thermal barrier, shielding unburned material beneath from heat and oxygen.
Endothermic cooling: Certain fire retardant materials (notably metal hydroxides like ATH and MDH) decompose endothermically when heated, absorbing large amounts of energy and releasing water vapour. This cools the combustion zone and dilutes flammable gases.
Intumescence: The most advanced mechanism. An intumescent fire retardant system causes the material to foam up and expand when exposed to heat, forming a thick, insulating, multicellular char that dramatically reduces heat transfer to the substrate. This is the mechanism used by phosphorus-nitrogen systems like PPM Triazine + ammonium polyphosphate.
Types of Fire Retardants
Fire retardant additives are classified by their chemical composition. Each type has distinct strengths and trade-offs:
| Type | Chemistry | How It Works | Best For | Key Consideration |
| Halogenated (Brominated) | Brominated compounds (TBBPA, decaBDE) | Gas-phase radical trapping | Electronics, high-performance polymers | Toxic smoke; being phased out by regulation |
| Halogenated (Chlorinated) | Chlorinated paraffins | Gas-phase radical trapping | PVC, rubber, coatings | Restricted under Stockholm Convention |
| Phosphorus-Based | APP, organophosphates, red phosphorus | Char formation + gas-phase action | Engineering plastics, epoxy, PU foams | Halogen-free; moderate loading |
| Phosphorus-Nitrogen (Intumescent) | APP + triazine synergists (e.g., PPM Triazine) | Intumescence (foam + char + gas) | PP, PU, epoxy, textiles, coatings | Best balance of performance and low toxicity |
| Metal Hydroxides | ATH (alumina trihydrate), MDH | Endothermic cooling + water release | Cables, construction, low-cost applications | Very high loading (50–65%); weakens mechanicals |
| Nitrogen-Only | Melamine, melamine cyanurate | Gas dilution + endothermic | Polyamides, PU foams | Limited alone; best as synergist |
| Silicon-Based | Silicones, PDMS, nano-silica | Char reinforcement + barrier | Coatings, electronics, textiles | Moderate efficacy; used as synergist |
| Intumescent Coatings | P-N-C systems in paint/mastic | Surface char expansion on heat | Structural steel, cables, wood | Application-specific; retrofit friendly |
Key Applications of Fire Retardants
Construction and Building Materials
Insulation boards (EPS, XPS, PIR), structural steel coatings, cladding panels, roofing membranes, timber treatments, and cable trays. Building codes worldwide (Euroclass system in EU, ASTM E84 in the US, NBC in India) mandate specific fire performance levels. The Grenfell Tower fire in 2017 fundamentally changed how the construction industry approaches cladding and insulation fire safety.
Textiles and Furnishings
Protective workwear, military and firefighter uniforms, hotel curtains and bedding, aircraft seating, mattresses, and upholstered furniture. Standards like BS 5852 (furniture), EN 11612 (protective clothing), and California Technical Bulletin 117 (furniture flammability) govern these applications.
Plastics and Electronics
PCB laminates, cable insulation, connectors, battery housings, smartphone enclosures, and appliance housings. UL 94 is the global benchmark standard. The explosive growth of electric vehicles has created massive new demand for fire retardant materials in battery packs and charging infrastructure.
Automotive and Transport
Interior trim, seat foams, headliners, under-hood components, wire harnesses, and EV battery enclosures. FMVSS 302 (US), ECE R118 (Europe), and increasingly stringent OEM specifications drive fire retardant adoption. Many OEMs now mandate halogen-free materials.
Coatings and Paints
Intumescent coatings for structural steel are one of the most visible applications of Fire Retardants. These coatings expand dramatically when exposed to heat, forming an insulating char layer that protects the steel from reaching its critical failure temperature. They are also used on timber, cables, and composite structures.
Fire Retardant-Treated vs. Untreated Materials: The Difference
| Factor | Fire Retardant-Treated Material | Untreated Material |
| Time to Ignition | Significantly delayed | Ignites rapidly when exposed to heat/flame |
| Flame Spread Rate | Slow — fire contained for longer | Fast — fire spreads quickly |
| Smoke Generation | Reduced (especially with halogen-free FRs) | High — dense, toxic smoke |
| Polymer Dripping | Prevented or minimised (intumescent systems) | Molten drips can spread fire |
| Escape Time | Increased (critical for occupant safety) | Minimal |
| Regulatory Compliance | Meets building codes and safety standards | Fails most fire safety tests |
| Insurance Implications | Lower premiums; reduced liability | Higher premiums; increased liability |
| Cost | Moderate increase (FR additive cost) | No additive cost, but higher risk cost |
Safety and Regulatory Considerations
The fire retardant industry is governed by a complex web of standards and regulations:
UL 94: The global benchmark for plastic flammability, classifying materials from HB (horizontal burn) to V0 (self-extinguishing within 10 seconds with no dripping).
EU RoHS: Restricts specific halogenated fire retardant compounds in electronic equipment.
EU REACH: Requires registration and risk assessment; several halogenated FRs are listed as Substances of Very High Concern.
EN 45545: Railway fire safety standard governing flame, smoke, and toxicity (FST) performance.
FAR 25.853: Federal Aviation Regulation for aircraft interior material flammability.
National Building Code (India): Specifies fire performance requirements for construction materials used in commercial and residential buildings.
The overarching trend is clear: regulations are getting stricter, and the shift toward halogen-free, low-smoke, low-toxicity Fire Retardants is accelerating globally.
Advantages of Modern Fire Retardants
Life safety: The fundamental purpose. Fire Retardants give people more time to escape and firefighters more time to respond.
Property protection: Slower fire spread means less structural damage and lower rebuild costs.
Regulatory compliance: Essential for meeting building codes, product safety standards, and OEM specifications.
Insurance benefits: Fire retardant-treated materials can reduce insurance premiums and liability exposure.
Environmental progress: Modern halogen-free Fire Retardants (like PPM Triazine) deliver effective performance with minimal environmental impact.
Versatility: Available for virtually every combustible material — plastics, foams, textiles, wood, coatings, and composites.
Factors to Consider Before Buying Fire Retardants
Target standard: Identify the fire safety test your product must pass (UL 94, LOI, EN 45545, ASTM E84, etc.) and work backwards to the fire retardant system that achieves it.
Halogen-free mandate: If your customer or market requires halogen-free, focus on phosphorus-nitrogen, metal hydroxide, or silicon-based systems.
Loading vs. mechanical impact: Higher fire retardant loading degrades mechanical properties. Choose systems that meet fire ratings at the lowest practical loading level.
Smoke and toxicity: For enclosed spaces (buildings, vehicles, aircraft, railway carriages), smoke density and toxic gas emission can be as critical as flame resistance.
Processing compatibility: Ensure the fire retardant is compatible with your polymer’s processing temperatures and conditions without causing degradation, odour, or equipment fouling.
Supplier expertise: Choose a manufacturer that offers formulation guidance and technical support, not just a raw material.
Case Study: Improving Fire Safety in a Commercial Building Insulation Project with Halogen-Free Fire Retardants
Background: A construction materials manufacturer in western India was producing expanded polypropylene (EPP) insulation panels for a large commercial building project. The project specification required the panels to achieve a Class B1 fire rating under DIN 4102 (the German building materials fire test standard adopted in the project spec), while also meeting the architect’s requirement for halogen-free materials to satisfy the building’s green certification targets.
The Problem: The manufacturer’s existing fire retardant system used a brominated additive that achieved B1 at 15% loading. However, the halogen-free mandate disqualified it. Initial trials with aluminium trihydroxide (ATH) required 58% loading to approach B1, which made the panels so dense and brittle that they failed the project’s thermal insulation and mechanical handling requirements.
The Solution: The manufacturer adopted an intumescent system using 75% ammonium polyphosphate + 25% PPM Triazine HF at 22% total loading. The intumescent char mechanism provided excellent fire performance while keeping the loading low enough to preserve the panel’s insulation value and structural integrity.
Results:
| Metric | Brominated FR (Disqualified) | ATH System (Failed) | PPM Triazine System (Approved) |
| DIN 4102 Rating | B1 (passed) | B1 (borderline) | B1 (passed comfortably) |
| FR Loading | 15% | 58% | 22% |
| Thermal Conductivity Impact | Minimal | Significant (+35%) | Minimal (+4%) |
| Panel Density Impact | Minimal | Severe (+40%) | Moderate (+8%) |
| Halogen-Free Compliance | No (disqualified) | Yes | Yes |
| Smoke Density | High | Low | Low |
| Green Certification | Failed | Passed | Passed |
| Project Approval | Rejected | Rejected (mechanical) | Approved |
Key Takeaway: The PPM Triazine intumescent system delivered the fire rating at less than half the loading required by ATH, preserving both the thermal performance and physical integrity of the insulation panels. This case demonstrates why intumescent phosphorus-nitrogen systems are increasingly specified for construction applications where both fire safety and material performance matter.
Sourcing Fire Retardants: PPM Triazine from Anar Chemicals
Anar Chemicals LLP is the exclusive Indian licensee of MCA Technologies, Switzerland, for manufacturing and marketing PPM Triazine — an advanced halogen-free fire retardant based on phosphorus-nitrogen intumescent chemistry. The product is marketed through Anar Mcat Advanced Electronic Chemicals Pvt. Ltd., a dedicated joint venture. With over four decades of experience and ISO 9001:2015, ISO 14001:2015 & ISO 45001:2018 certification, Anar Chemicals provides both the fire retardant product and the technical formulation support needed to meet your specific fire safety requirements. Visit the PPM Triazine product page or get in touch for technical enquiries and bulk pricing.
Frequently Asked Questions About Fire Retardants
Q: What are Fire Retardants used for?
Fire Retardants are used to reduce the flammability of materials across industries including construction (insulation, cladding), electronics (PCBs, cables, battery housings), automotive (interior trim, seat foams), textiles (workwear, upholstery, curtains), and furniture (mattresses, cushions). They delay ignition, slow flame spread, and give occupants critical extra time to escape in the event of a fire.
Q: Are Fire Retardants safe?
Modern halogen-free Fire Retardants — particularly phosphorus-nitrogen systems like PPM Triazine — are designed to be safe for both human health and the environment. They produce low-toxicity smoke during combustion and do not release corrosive halogen gases or persistent organic pollutants. Halogenated Fire Retardants, while effective, are being phased out due to health and environmental concerns.
Q: What is the difference between fire resistant and fire retardant?
Fire resistant refers to a material’s inherent ability to withstand fire without treatment (e.g., steel, concrete, glass). Fire retardant refers to a chemical treatment or additive applied to a combustible material to reduce its flammability. A fire retardant-treated wood panel, for example, is combustible by nature but has been chemically treated to resist ignition and slow flame spread.
Q: How do fire retardant chemicals work?
Fire retardant chemicals work through one or more mechanisms: gas-phase radical trapping (interrupting the combustion chain reaction), condensed-phase char formation (creating a protective barrier on the surface), endothermic cooling (absorbing heat and releasing water vapour), and intumescence (foaming up to form an insulating char shield). The most advanced systems combine phosphorus and nitrogen chemistry to achieve multiple mechanisms simultaneously.
Q: What is PPM Triazine?
PPM Triazine (CAS 93058-67-4) is a proprietary polymeric halogen-free nitrogen synergist developed by MCA Technologies, Switzerland. When blended with ammonium polyphosphate (APP), it forms an intumescent fire retardant system that achieves UL 94 V0 ratings in engineering plastics at moderate loading levels, with low smoke density and minimal toxic fumes.
Q: Which Fire Retardants are halogen-free?
Halogen-free Fire Retardants include phosphorus-based systems (APP, organophosphates), phosphorus-nitrogen intumescent systems (PPM Triazine + APP), metal hydroxides (aluminium trihydroxide, magnesium hydroxide), nitrogen-only compounds (melamine cyanurate), and silicon-based additives. The phosphorus-nitrogen intumescent systems are considered the best balance of performance, loading efficiency, and low smoke toxicity.
Q: Where can I buy Fire Retardants in India?
Anar Chemicals LLP (anarchem.com) is the exclusive Indian licensee of MCA Technologies, Switzerland, for manufacturing and marketing PPM Triazine — an advanced halogen-free fire retardant. They are ISO 9001:2015, ISO 14001:2015 & ISO 45001:2018 certified with over four decades of chemical manufacturing experience.